1. Mecanizado manual y mediante herramientas eléctricas.
El mecanizado es un proceso de fabricación que comprende un conjunto de operaciones de conformación de piezas mediante la eliminación de material, ya sea por arranque de viruta o por abrasión. Se realiza a partir de productos semielaborados como lingotes, tochos u otras piezas previamente conformadas por otros procesos como moldeo o forja. Los productos obtenidos pueden serfinales o semielaborados que requieran operaciones posteriores.
El mecanizado manual es el realizado por una persona con herramientas exclusivamente manuales: sierra, lima, cincel, buril; en estos casos el operario maquina la pieza utilizando alguna de estas herramientas, empleando para ello su destreza y fuerza.
El mecanizado mediante herramientas es aquel que se hace mediante una máquina herramienta, manual, semiautomática o automática, pero el esfuerzo de mecanizado es realizado por un equipo mecánico, con los motores y mecanismos necesarios. Las máquinas herramientas de mecanizado clásicas son:
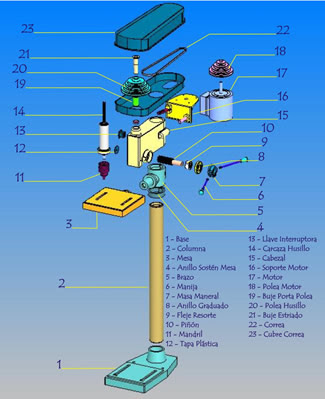
- Taladro: La pieza es fijada sobre la mesa del taladro, la herramienta, llamada broca, realiza el movimiento de corte giratorio y de avance lineal, realizando el mecanizado de un agujero o taladro teóricamente del mismo diámetro que la broca y de la profundidad deseada.
- Limadora: esta máquina herramienta realiza el mecanizado con una cuchilla montada sobre el porta herramientas del carnero, que realiza un movimiento lineal de corte, sobre una pieza fijada la mesa, que tiene el movimiento de avance perpendicular al movimiento de corte.
- Mortajadora : máquina que arranca material linealmente del interior de un agujero. El movimiento de corte lo efectúa la herramienta y el de avance la mesa donde se monta la pieza a mecanizar.
- Cepilladora: de mayor tamaño que la limadora, tiene una mesa deslizante sobre la que se fija la pieza y que realiza el movimiento de corte deslizándose longitudinalmente, la cuchilla montada sobre un puente sobre la mesa se desplaza transversalmente en el movimiento de avance.
- Brochadora : Máquina en la que el movimiento de corte lo realiza una herramienta brocha de múltiples filos progresivos que van arrancando material de la pieza con un movimiento lineal.
- Torno: el torno es la máquina herramienta de mecanizado más difundida, éstas son en la industria las de uso más general, la pieza se fija en el plato del torno, que realiza el movimiento de corte girando sobre su eje, la cuchilla realiza el movimiento de avance eliminando el material en los sitios precisos.
- Fresadora: en la fresadora el movimiento de corte lo tiene la herramienta; que se denomina fresa, girando sobre su eje, el movimiento de avance lo tiene la pieza, fijada sobre la mesa de la fresadora que realiza este movimiento. Es junto al torno la máquina herramienta más universal y versátil.
Desde hace ya tiempo, la informática aplicada a la automatización industrial, ha hecho que la máquina-herramienta evolucione hacia el control numérico. Así pues hablamos de centros de mecanizado de 5 ejes y tornos multifunción, que permiten obtener una pieza compleja, totalmente terminada, partiendo de un tocho o de una barra de metal y todo ello en un único amarre.
Estas máquinas con control numérico, ofrecen versatilidad, altas capacidades de producción y preparación, ofreciendo altísima precisión del orden de micras.



2. Tipos de mecanizado.
-Mecanizado sin arranque de viruta: Todas las piezas metálicas, excepto las fundidas, en algún momento de su fabricación han estado sometidas a una operación al menos de conformado de metales, y con frecuencia se necesitan varias operaciones diferentes. Así, el acero que se utiliza en la fabricación de tubos para la construcción de sillas se forja, se lamina en caliente varias veces, se lamina en frío hasta transformarlo en chapa, se corta en tiras, se le da en frío la forma tubular, se suelda, se maquina en soldadura y, a veces, también se estira en frío. Esto, aparte de todos los tratamientos subsidiarios. La teoría del conformado de metales puede ayudar a determinar la forma de utilizar las máquinas de la manera más eficiente posible, así como a mejorar la productividad.
-Mecanizado con arranque de viruta: El material es arrancado o cortado con una herramienta dando lugar a un desperdicio o viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada. En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión; proceso intermedio) y de acabado (eliminación de poco material con mucha precisión; proceso final cuyo objetivo es el de dar el acabado superficial que se requiera a las distintas superficies de la pieza). Sin embargo, tiene una limitación física: no se puede eliminar todo el material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.
-Mecanizado por abrasión: La abrasión es la eliminación de material desgastando la pieza en pequeñas cantidades, desprendiendo partículas de material, en muchos casos, incandescente. Este proceso se realiza por la acción de una herramienta característica, la muela abrasiva. En este caso, la herramienta (muela) está formada por partículas de material abrasivo muy duro unidas por un aglutinante. Esta forma de eliminar material rayando la superficie de la pieza, necesita menos fuerza para eliminar material apretando la herramienta contra la pieza, por lo que permite que se puedan dar pasadas de mucho menor espesor. La precisión que se puede obtener por abrasión y el acabado superficial pueden ser muy buenos pero los tiempos productivos son muy prolongados.
3. Corte.
En el proceso de mecanizado por arranque de material intervienen dos movimientos:
- Movimiento principal: es el responsable de la eliminación del material.
- Movimiento de avance: es el responsable del arranque continuo del material, marcando la trayectoria que debe seguir la herramienta en tal fin.
Cada uno de estos dos movimientos lo puede tener la pieza o la herramienta según el tipo de mecanizado.
Vamos a encontrar principalmente cuatro tipos de corte.
-Cizallado:
El cizallado es la separación sin arranque de viruta de láminas y perfiles. Los cortes se pueden elaborar en forma lineal o curva en cualquier longitud.
Este proceso de corte de lámina o placas, produce cortes limpios, es decir, sin virutas o calor o reacciones químicas del metal, pudiéndose hacer cortes rápidos y con bastante precisión pero siempre en forma recta; longitudinal, transversal o diagonal a la placa. El cizallado es él termino empleado cuando se trata de cortes en línea recta; el corte con formas regulares redondas u ovaladas e irregulares se efectúan con punzocortado y perforación. El cizallado suele ser en frío en especial con material delgado de muchas clases tales como guillotinado de papeles de fibras, telas, cerámica, plásticos, caucho, productos de madera y la mayoría de los metales.
El cizallado llamado también guillotinado en ciertas actividades se hacen en frío en la mayoría de los materiales. En general es para cortes rectos a lo ancho o a lo largo del material, perpendicular o en ángulo. La acción básica del corte incluye bajar la cuchilla hasta la mesa de la máquina, para producir la fractura o rotura controladas durante el corte. La mayoría de las cuchillas tienen un pequeño ángulo de salida. Para ciertas operaciones específicas como punzonado o perforado, no hay esos ángulos de alivio. El cizallado o guillotinado puede emplearse con una gran variedad de materiales para cortar papel o refinar libros y en la cizalla escuadradora para lámina. En el cizallado encontramos unas variantes muy interesantes y de gran ayuda para el ingeniero diseñador o fabricante.
-Arranque de viruta y abrasión:
Mecanizado con arranque de viruta: El material es arrancado o cortado con una herramienta dando lugar a un desperdicio o viruta. La herramienta consta, generalmente, de uno o varios filos o cuchillas que separan la viruta de la pieza en cada pasada. En el mecanizado por arranque de viruta se dan procesos de desbaste (eliminación de mucho material con poca precisión; proceso intermedio) y de acabado (eliminación de poco material con mucha precisión; proceso final cuyo objetivo es el de dar el acabado superficial que se requiera a las distintas superficies de la pieza). Sin embargo, tiene una limitación física: no se puede eliminar todo el material que se quiera porque llega un momento en que el esfuerzo para apretar la herramienta contra la pieza es tan liviano que la herramienta no penetra y no se llega a extraer viruta.
Mecanizado por abrasión: La abrasión es la eliminación de material desgastando la pieza en pequeñas cantidades, desprendiendo partículas de material, en muchos casos, incandescente. Este proceso se realiza por la acción de una herramienta característica, la muela abrasiva. En este caso, la herramienta (muela) está formada por partículas de material abrasivo muy duro unidas por un aglutinante. Esta forma de eliminar material rayando la superficie de la pieza, necesita menos fuerza para eliminar material apretando la herramienta contra la pieza, por lo que permite que se puedan dar pasadas de mucho menor espesor. La precisión que se puede obtener por abrasión y el acabado superficial pueden ser muy buenos pero los tiempos productivos son muy prolongados.


-Corte térmico:
Se empieza realizando un calentamiento sobre una pequeña superficie de las planchas o perfiles que se deseen cortar y seguidamente se lanza un chorro de Oxígeno a una elevada presión, que producirá el corte. Se produce la oxidación del hierro y el calor desprendido en la combustión favorece la fusión del óxido que es expulsado por la energía cinética del chorro a presión de Oxígeno.
Para la llama de calentamiento se suele emplear acetileno junto con el Oxígeno como gases de combustión para producir la llama que calentará la superficie del metal (corte oxiacetilénico). Cuando se procede al corte bajo agua el gas que predomina es el hidrógeno.

4.Limado.
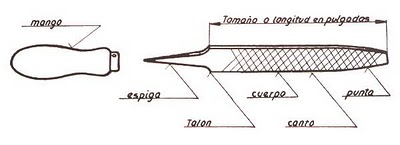
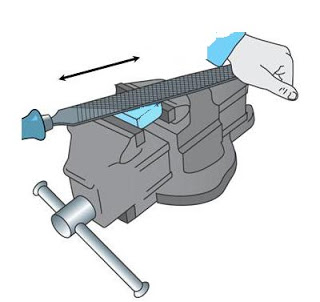
El limado manual es una de las operaciones básicas de mecanizado, que tiene como objetivo eliminar material sobrante de una pieza metálica, desbastando o arrancando pequeñas virutas con ayuda de una lima, hasta dejar una forma adecuada a lo que se necesita.
Debemos tener en cuenta: elección de la lima, posición del operario, comprobación durante el limado etc.
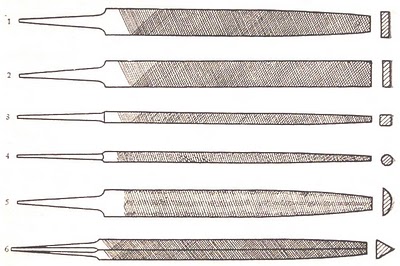
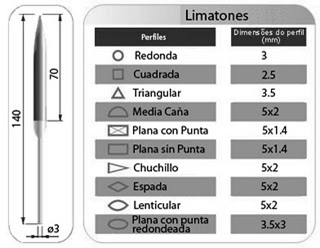
Hay 5 tipos de limas: 1.- Plana con punta, 2.- Plana paralela, 3.- Cuadrada, 4.- Redonda, 5.- Media caña, 6.- Triangular
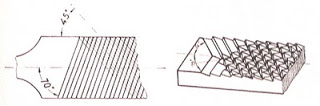 Picado doble.
Picado doble.
 Picado sencillo.
Picado sencillo.
Proceso de limado: Debemos colocar un pie atrás de apoyo y otro apuntando hacia la pieza a limar, tras esto debemos coger la lima por el mango y punta, después realizar el gesto de avance y retroceso.
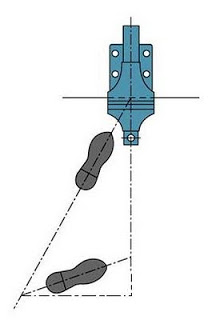

Hay que tener en cuenta que esta última posición, si que podríamos usarla si cogemos lalima por la punta y el mango y con cuidado intentamos arrancar mucho material. Incluso la imagne de 45º, debemos tener en cuenta que cuanto más estrecha, más estrecho sería dicho ángulo, por ejemplo una pletina de 10 mm (unas 5 cinco veces más pequeña que de las dos imagenes anteriores) habría que emplear un ángulo mucho más pequeño.
COMPROBACIÓN DEL PROGRESO DE LA OPERACIÓN
Según vayamos realizando el limado debemos ir comprobando a tras luz con una escuadra (en el caso de caras cuadradas o rectangulares), o mediante otro sistema de comparación, si se va haciendo correctamente y se pueda finalizar de forma adecuada.
5. Bruñido.
El bruñido es un proceso de superacabado con arranque de viruta y con abrasivo duro que se realiza a una pieza rectificada previamente, con el objetivo de elevar la precisión y calidad superficial además de mejorar la macrogeometría (cilindridad, planicidad, redondez,…). Generalmente es utilizado en la mayoría de los casos para rectificar diámetros interiores, este tipo de trabajo consiste en alisar y mejorar la superficie con relieves y/o surcos unidireccionales por medio de piedras bruñidoras. Es muy utilizado en la fabricación de camisas de motores, bielas, diámetros interiores de engranajes, etc. El Bruñido es una operación de acabado de la superficie, no una operación de modificación de la geometría en bruto.
Las herramientas que se utilizan en el bruñido se denominan piedras o barretas abrasivas. El bruñido es un proceso muy utilizado en el acabado de cilindros para motores de combustión interna, bielas, diámetros interiores de engranajes, etc.
Otros procesos similares son el superbruñido y el lapeado.
Proceso de bruñido:
Durante el premecanizado de piezas aparecen fallos que solo se pueden eliminar a través del bruñido. Este proceso de bruñido consiste en nivelar los desniveles (montes y valles) mediante una fricción continua ente las superficies de la pieza de contacto y la piedra de bruñir. Para que el tratamiento de bruñido se realice correctamente debe cumplir las siguientes condiciones:
- Debe existir un buen acabado superficial en la superficie premaquinada de la pieza a tratar (en torno a 3,2-6,3 µm) y no debe tener desgarraduras, ni estrías, ni presencia de viruta.
- La superficie premaquinada debe estar bien dimensionada. Al bruñir el diámetro se reduce y se debe controlar este factor para obtener la pieza dentro de la tolerancia dimensional. También se debe tener en cuenta el espesor de la pieza a bruñir ya que la pieza tiene que soportar la fuerza compresiva del bruñido. En el caso de piezas cilíndricas huecas el espesor será superior al 20% del diámetro interior.
- Por último es necesario utilizar fluidos que actúen como refrigerante, para permitir la transferencia de calor generado, y como lubricantes para disminuir la fricción entre herramienta y pieza. Uno de los factores más importantes para conseguir un buen acabado, junto con la remoción del material durante el proceso de perfeccionar la mano es el lavado, lubricación y refrigeración suministrada por el aceite de bruñido. Un flujo continuo de aceite elimina el abrasivo gastado y los materiales. Si este material no se recoge, acaba causando un desgaste excesivo de las barretas. Esto afectará también al acabado del material. Un buen acabado solo puede ser alcanzado con aceite limpio y la lubricidad adecuada.
El mayor campo de aplicación del bruñido se encuentra en el de las superficies cilíndricas interiores y exteriores, dando lugar al bruñido de interiores y al bruñido de exteriores.


6. Taladrado.
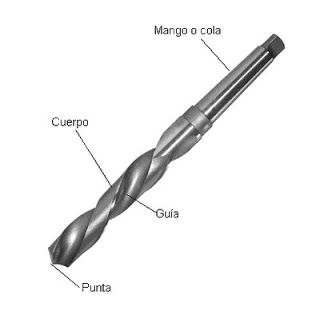
El taladrado es la operación de mecanizado que realiza un corte mediante una broca al hacerla girar, arrancando viruta y realizando un orifico ciego, pasante, cónico, etc. (distintos diámetros). La herramienta empleada es la broca y la máquina que la hace girar es una taladradora. Para taladrar primeramente debemos realizar un graneteado para que la broca esté centrada durante el corte y no cabecee. Importante es el lubricar con taladrina la broca durante el corte para al menos prolongar su eficacia.
La broca es la herramienta de corte que tiene generalmente dos filos y está hecha de acero rápido (metales). Forma un cilindro que tiene dos hélices practicadas en este terminando en sus filos. Generalmente los filos y hélices van en sentido a derechas (aunque también hay brocas a izquierdas).
Hay dos tipos de taladros: el taladro de columna y el taladro eléctrico de percusión.


7. Torneado.
El torneado consiste en arrancar viruta por medio de un filo o herramienta que avanza longitudinalmente mientras la pieza a mecanizar gira accionada por el torno.



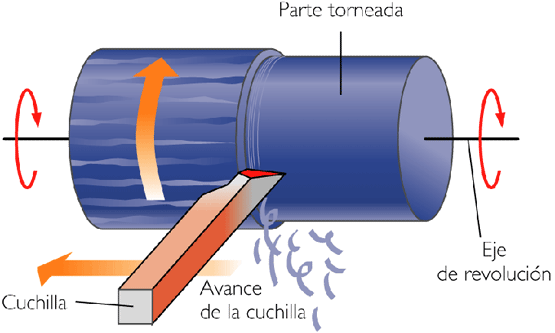
Alguno de los trabajos que se realizan mediante el torneado son: cilindrado, rectificado, moleteado, perfilado, roscado, etc.
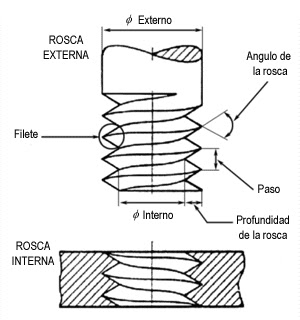
8. Roscado.
Un roscado o rosca es una superficie cuyo eje está contenido en el plano y en torno a él describe una trayectoria helicoidal cilíndrica.
El roscado puede ser realizado con herramientas manuales o máquinas herramientas como taladradora, fresadoras y tornos. Para el roscado manual se utilizan machos y terrajas, que son herramientas de corte usadas para crear las roscas de tornillos y tuercas en metales, madera y plástico. El macho se utiliza para roscar la parte hembra mientras que la terraja se utiliza para roscar la porción macho del par de acoplamiento. El macho también puede utilizarse para roscado a máquina.
Si se necesita producir grandes cantidades de roscados tanto machos como hembras se utiliza el roscado por laminación según el material con que esté construido.
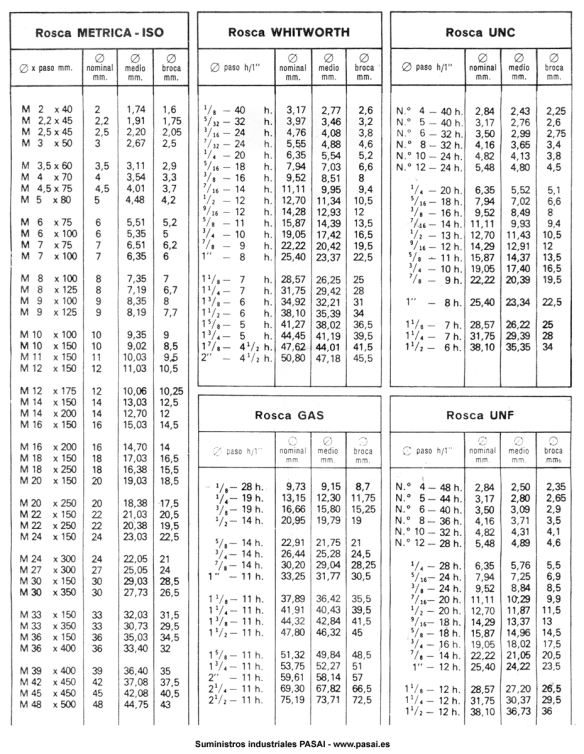
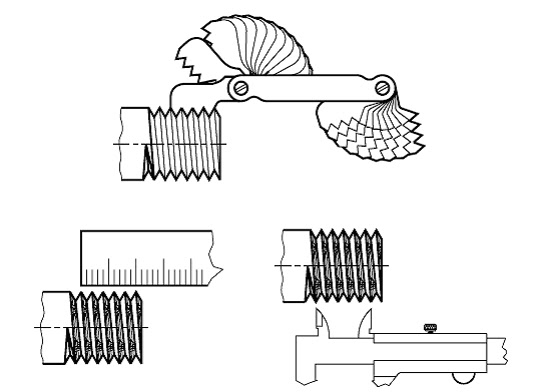
Las roscas difieren según la forma geométrica de su filete. Según esta característica pueden ser roscas triangulares, cuadradas, trapezoidales, diente de sierra, etc. La distancia entre dos filetes sucesivos se denomina paso y está normalizado según el sistema de rosca que se aplique. Estos sistemas pueden ser:
- Rosca métrica
- Rosca Whitworth
- Rosca Sellers
- Rosca Gas
- Rosca SAE
- Rosca UNF
- Roscas BSP y NTP
Otras características de las roscas son el ángulo de la hélice y los diámetros, que puede ser tanto interior (o de fondo) como medio (o de flanco).
En el proceso del roscado, se deben respetar el orden de los machos y realizar la rosca entera de principio a fin con cada uno de ellos. Media vuelta hacia delante y un cuarto hacia atrás. En el caso de las terrajas lo usual es solo emplear una, no tres. Resulta imprescindible ir lubricando durante el proceso pues los machos y las terrajas son herramienta más cara de lo usual.